


























Preloading Slides for Optimal Mechanical Performance
18.09.2024
Engineers use properly preloaded bolts, blocks, springs and side-action cores to enhance functionality and reliability in various mechanical systems.
 Achieving core preload above the injection force enables the production of parts with perfect match lines, tight tolerances and clean textures. Source (all images) | PFA Inc.
Achieving core preload above the injection force enables the production of parts with perfect match lines, tight tolerances and clean textures. Source (all images) | PFA Inc.
Preloading is essential to create force in a part or assembly after working on it as this prevents flex, stretch, gaps, twists and unwanted movement. Without preloading, all bars, rods, joints, structures, cables and similar items move under load.
Bolts are a great example and often the easiest to visualize. For instance, one can use a socket to twist the bolt inward after tightening. The bolt turns under the torque, stretching the bolt shaft and squeezing the joint to preload it and prevent movement or gapping under stress.
Preload Importance
A bolted joint will not gap until the force trying to separate it exceeds the preload. A well-designed and assembled joint has the torque (preload) set above the static and dynamic load of the application, meaning the joint never has gaps and the parts act as one solid piece.
In molding, “preload” refers to the absence of flex, gaps or movement. The press applies preload tonnage in one direction but does not provide support for clamping the mold on the other sides. Moldmakers have to invest in design and assembly efforts to work around these limitations. Consider setting and preloading cores and slides to achieve the performance you desire from your mold designs.
Non-Preloading Options
Sometimes adding preload can be challenging. If you're unable to torque a bolt, you might want to consider installing a larger bolt or using more substantial pieces. If the pieces are large enough relative to the applications’ forces, the joint might not move much, resulting in a small gap. This may not be an ideal joint as it doesn't prevent a gap, but it could work for simple systems with low forces.
Until recently, many mold designs heavily relied on non-preloading methods to hold a mass of metal together. Most of these methods used creativity to overcome the inability to apply preload — they used larger mass, complementary angles, very tight fits and angles on gaps to produce decent enough results without preload when possible.
In the injection molding process, cores are subjected to intense pressure and thermal variations, which can lead to a decrease in core length or movement from the intended position. This movement can result in visible changes in the final part, making it appear as if the entire core has shifted back by 0.005 - 0.020 inch or more. To prevent this, core preloading is employed to keep the core in place, ensuring that the molded part maintains its exact shape without any visible variations by maintaining the core preload force above the injection force.
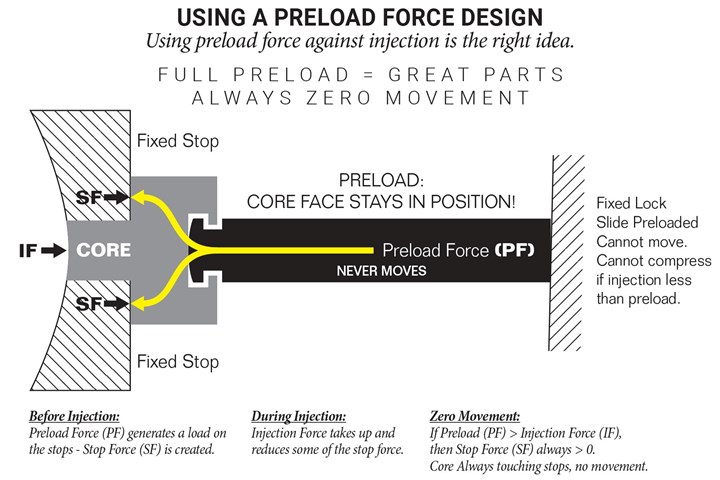 Minimizing core movement via preload is often essential. Preloading is necessary to overcome injection forces and choosing a core pull method that maintains preload at zero psi is often vital.
Minimizing core movement via preload is often essential. Preloading is necessary to overcome injection forces and choosing a core pull method that maintains preload at zero psi is often vital.
Achieving core preload above the injection force enables the production of parts with perfect match lines, tight tolerances and clean textures. Source (all images) | PFA Inc.
Preloading is essential to create force in a part or assembly after working on it as this prevents flex, stretch, gaps, twists and unwanted movement. Without preloading, all bars, rods, joints, structures, cables and similar items move under load.
Bolts are a great example and often the easiest to visualize. For instance, one can use a socket to twist the bolt inward after tightening. The bolt turns under the torque, stretching the bolt shaft and squeezing the joint to preload it and prevent movement or gapping under stress.
Preload Importance
A bolted joint will not gap until the force trying to separate it exceeds the preload. A well-designed and assembled joint has the torque (preload) set above the static and dynamic load of the application, meaning the joint never has gaps and the parts act as one solid piece.
In molding, “preload” refers to the absence of flex, gaps or movement. The press applies preload tonnage in one direction but does not provide support for clamping the mold on the other sides. Moldmakers have to invest in design and assembly efforts to work around these limitations.
Consider setting and preloading cores and slides to achieve the performance you desire from your mold designs.
Non-Preloading Options
Sometimes adding preload can be challenging. If you're unable to torque a bolt, you might want to consider installing a larger bolt or using more substantial pieces. If the pieces are large enough relative to the applications’ forces, the joint might not move much, resulting in a small gap. This may not be an ideal joint as it doesn't prevent a gap, but it could work for simple systems with low forces.
Until recently, many mold designs heavily relied on non-preloading methods to hold a mass of metal together. Most of these methods used creativity to overcome the inability to apply preload — they used larger mass, complementary angles, very tight fits and angles on gaps to produce decent enough results without preload when possible.
In the injection molding process, cores are subjected to intense pressure and thermal variations, which can lead to a decrease in core length or movement from the intended position. This movement can result in visible changes in the final part, making it appear as if the entire core has shifted back by 0.005 - 0.020 inch or more. To prevent this, core preloading is employed to keep the core in place, ensuring that the molded part maintains its exact shape without any visible variations by maintaining the core preload force above the injection force.
Minimizing core movement via preload is often essential. Preloading is necessary to overcome injection forces and choosing a core pull method that maintains preload at zero psi is often vital.
Preloading Solutions
Finding a way to prevent movement through preloading improves the application. With the part and mold design nearing completion, the application requires assistance in holding everything in place.
Advancements in materials, threads and tools enabled bolts to handle more precise torques and higher loads in the past, resulting in significant improvements in vehicle performance, especially at high speeds. The use of hydraulics to apply measurable forces for precise loading, along with locking those forces in place using mechanical devices, replaced torque and expanded the realm of precision preloading in aircraft and similar high-performance machines.
Today, injection molding strives for higher performance levels, but is facing constant challenges. Different materials, new molding parameters, the need to drive glass below the surface or simply under-designing for the application are just a few reasons a core or other component may be flexing, moving or flashing. Oftentimes, these problems are only symptoms of the root cause — insufficient preload.
Take the extra step and enhance your performance with a preloading and locking cylinder.
Preloading and locking cylinders utilize technology to apply preload to mold components efficiently and rapidly. These cylinders move cores at high speeds, preloading them against stops to prevent any movement. The cores are mechanically locked in position, independent of hydraulics and are quick to respond to set and pull commands. Additionally, the hydraulic volumes required are much less than those needed for typical cylinders.
If you wouldn't install car tires without using the correct bolts and torquing them to proper specifications, then consider setting and preloading all of your cores, slides and other components to achieve the performance you desire from your mold designs. Take the extra step and enhance your performance with a preloading and locking cylinder.
Author: Mark Scanlan, Vice President and General Manager, PFA Inc.
Article source: www.moldmakingtechnology.com