


























Mastering processes: Gear skiving
29.03.2022
More than a century ago, Wilhelm von Pittler filed a patent for gear skiving, which in 1910 was a revolutionary idea. However, the process has only found wider application in modern manufacturing since machining centres and universal turning centres with synchronised spindles and process-optimised software have made it possible to use this highly complex technology. Horn's product portfolio includes a wide range of tools for skiving different gear geometries. Whether external gears, internal gears, spur gears, splines or even special tooth forms, all these tooth profiles can be produced extremely economically with skiving tools.
The system includes tools for highly productive production of internal gears, splines and other internal profiles as well as external gears close to interference contours. The most important advantages of skiving in these applications are the significantly shorter processing times compared to gear shaping, its use on optimised turning/milling centres, turning and gear cutting in one clamping and elimination of undercuts at the end of the tooth. In addition, the usually more productive and cost-effective manufacturing process compared to gear shaping and broaching and the four to five times shorter cycle time compared to keyway machining are advantageous. This is also reflected in the possibility of hard machining of gear teeth into the solid. The skiving tools are designed for producing medium to large batches. Each tool is individually adapted to the application and the material to be machined, whereby the different tool interfaces are based on the number of teeth and module size.
Especially for internal gears, Horn delivers the advantage of short processing times when skiving larger modules. Large, rigid milling/turning centres are required with the reqisite synchronisation between workpiece and tool spindle. The larger the module, the more critical is machine rigidity. With a cut distribution between the left and right flanks, this issue can be mitigated by the tool. After gaining experience with small, solid carbide skiving tools, Horn used the know-how to address larger modules as well. Each application is evaluated for feasibility by the company's engineers before discussions with the user regarding the tool design and recommendations for the process parameters, followed by project implementation.
An example of this is a company in the aerospace industry. The user needed about 20 minutes for the production of an external gear. Due to restricted machining capacity at the customer, Horn developed the optimum cutting parameters for a skiving process in several trials in its own test centre. The results were reproducible across all test series, with consistently high quality. The implementation of the skiving process in series production went smoothly. The first tests were immediately successful. The cutting data determined in Tübingen for the process could be transferred almost one-to-one. The time to machine a gear, without deburring, was reduced from over 20 minutes to 7 minutes. In addition, the time previously required for refixturing and handling have been eliminated, while at the same time the precision of the component has been increased.
Tools of solid carbide or with a replaceable head
The system includes cylindrical or conical tools for modules from 0.5 to 2. The solid carbide monobloc version is available in diameters up to 20 mm and in a slim design. They are used for producing small modules and small components, preferably when a compact shaft is required due to the risk of collision. The cutting materials and coatings matched to the application produce high surface quality on the workpiece. For tool diameters over 20 mm, skiving tools with an interchangeable head system are used. The precise interface allows the cutting head to be easily exchanged within the machine without removing the holder. The carbide holder ensures high rigidity, wear resistance and precision. For larger modules, Horn relies on the use of a tool holder with indexable inserts. Especially with the WSR tool type, Horn offers the option of placing the internal coolant supply in front of or behind the cutting edge. This means that, depending on the application, blind holes, through holes or stepped bores can be machined with the most appropriate cooling.

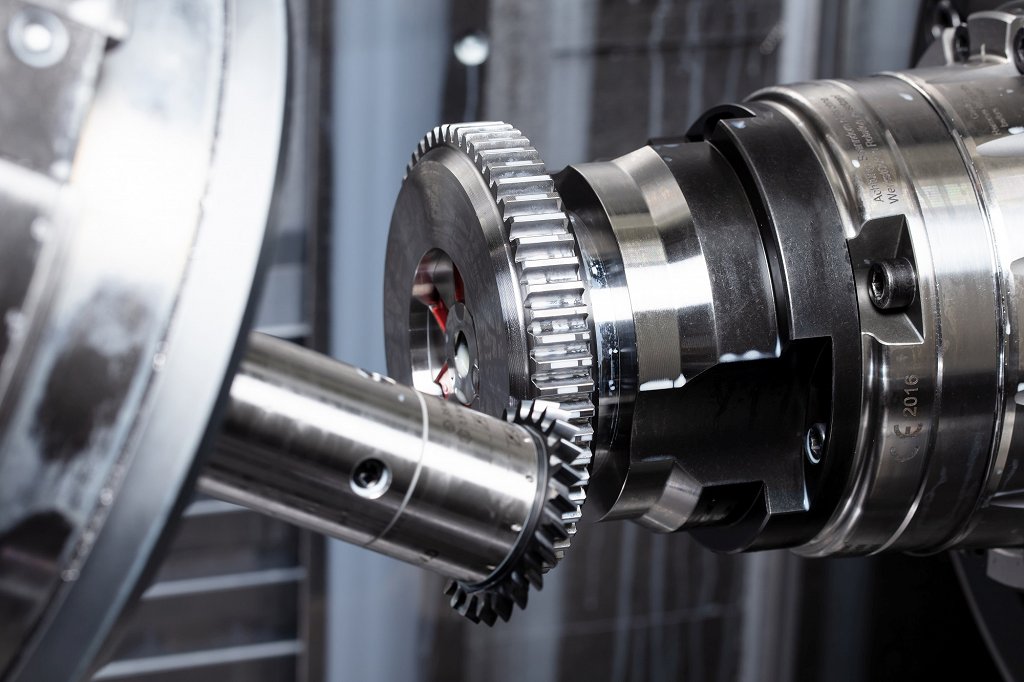
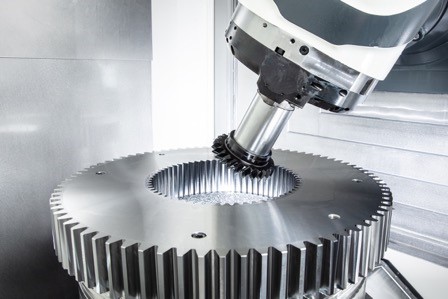
Photo source: HORN/Sauermann
For more information: https://www.phorn.de/en/