


























KLINGELNBERG WhitePaper: Dresser Contact Control
02.07.2021
The full capacity of gear grinding machines flexibility can only be used when the dressing process for profiling the grinding wheel is highly precise. Highly economic grinding requires a high removal rate and therefore a significant wear of the grinding wheel with the risk of non-proper profiling. This dilemma can be eliminated with Klingelnberg’s Dresser Contact Control. Two conflicting targets are brought together: highest precision of the grinding wheels profile and most profitable dressing process parameters.
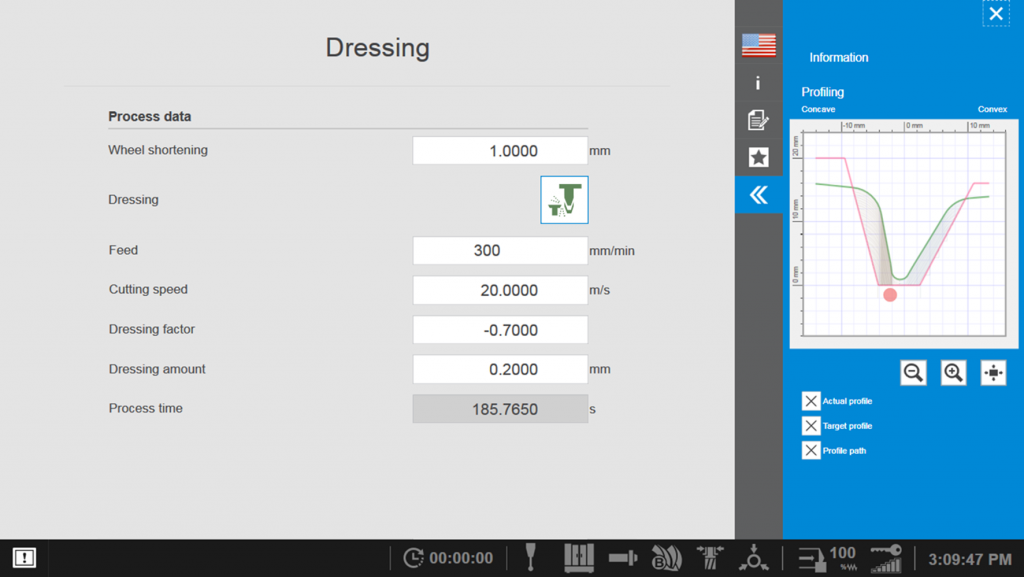 Fig. 1: Dressing parameters and view of dressing roll and target profile of grinding wheel
Fig. 1: Dressing parameters and view of dressing roll and target profile of grinding wheel
For gear grinding machines profiling of the grinding wheel is an essential function. This so called dressing operation removes the worn out surface and applies the correct profile on the grinding wheel. This is done using a diamond coated dressing tool. The machine performs movements of the dressing tool and the grinding wheel to achieve the proper profile.
The Dressing Process
When grinding bevel gears a cup shaded grinding wheel is used. The dressing tool is diamond coated disc with a radius on the outside diameter. Profiling the grinding wheel is done with the outside of the dressing tool.
Each dressing operation reduces the length of the grinding wheel by the so called dressing amount. The geometry of the profile on the outside and inside will not change along the service life of the grinding wheel. The dressing amount must be big enough to guarantee a proper profile after the dressing cycle.
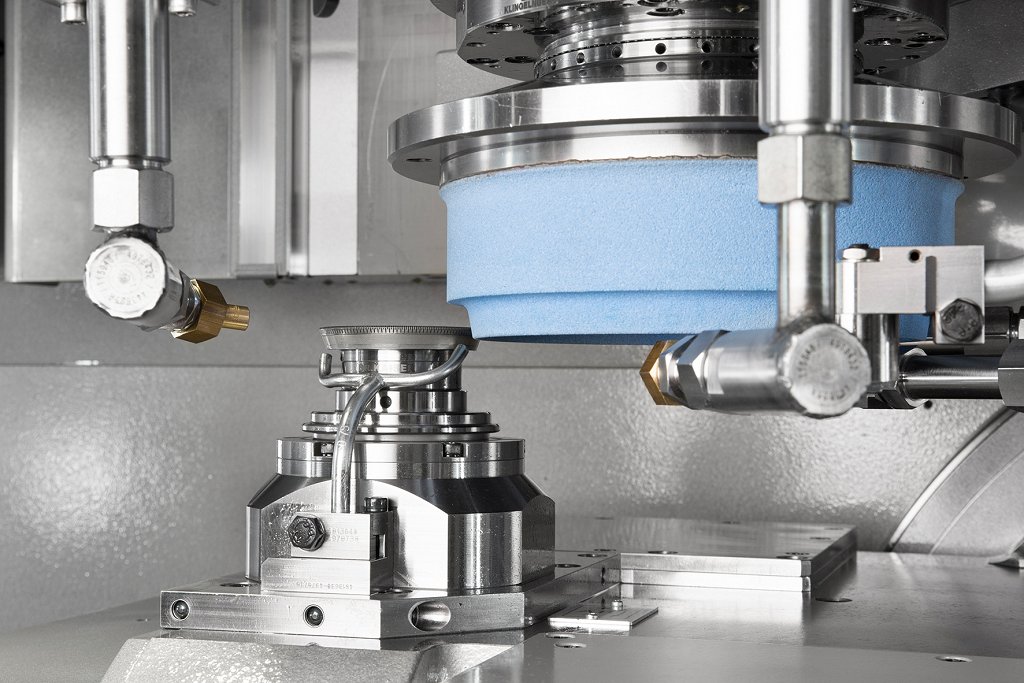 Fig. 2: Dressing tool and grinding wheel
Fig. 2: Dressing tool and grinding wheel
And this is the problem! In case of a dressing amount being too small it will happen that we do not get the proper profile on the grinding wheel. If the dressing amount is too big, the dressing tool will wear out unduly and the service life of the grinding wheel decreases.
Challenges in Bevel Gear Grinding
At a first glance this problem does not seem to be complicated. When looking more detailed to this task the challenge is the typical shape of a grinding wheel for bevel gears. Since the lengthwise crowning requires tilting of the grinding wheel the flank angle of the outside profile is significantly smaller than that of the inside. Consequently the removal on the outside is drastically smaller than the removal on the inside.
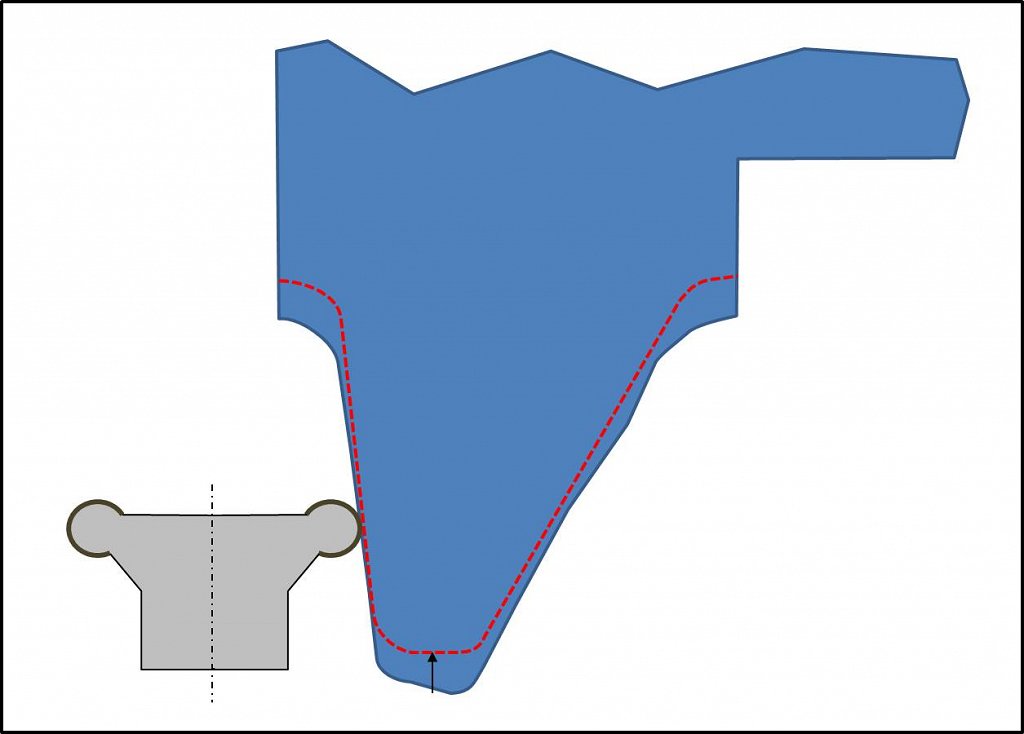 Fig. 3: Typical dressing wheel profile before and after dressing
Fig. 3: Typical dressing wheel profile before and after dressing
Experienced operators set the dressing amount such that a reasonably big removal is guaranteed on the outside of the grinding wheel. Typical fl ank angles of 10° outside and 30° outside and a dressing amount of 0.1 mm create a removal of only 0.017 mm on the outside and 0.058 mm on the inside of the grinding wheel. This dressing amount will only guarantee a safe grinding process as long as the wear on the grinding wheel is signifi cantly less than 0.017 mm. In case this cannot be ensured, the dressing amount must be increase for example up to 0.15 mm. This is on the safe side but the service life of the grinding wheel will be reduced by more than 30 percent at the same time.
This is the starting point of Klingelnberg Innovation called Dresser Contact Control. All bevel gear grinding machines of the G-Series now have an acoustic emission sensor integrated in the dressing spindle. During the dressing operation this sensor checks if there is really contact in between dressing tool and grinding wheel. This can be seen in real time display on the controller by a blue bar along the dressing path. In case the contact tears off the machine software will repeat the dressing operation.
In collaboration of the acoustic emission sensor and the KOPG software there are many advantages:
The profile of the grinding wheel is always correct independent from the dressing amount.
The dressing amount can be reduced to a reasonable minimum. In case a gear was ground having a large material allowance of having large heat distortions both causing a excessive wear of the grinding wheel the next dressing cycle will be repeated as long until the proper profile on the grinding wheel is guaranteed.
When profiling a new grinding wheel the sequence of dressing operations will be stopped as soon as the proper profile is shaped on the grinding wheel.
With the new Dresser Contact Control feature not just the process reliability of bevel gear grinding is improved but also cost reduction is guaranteed: instead of applying a dressing amount of 0.1 mm this can be reduced down to 0.8 mm. The effect is a reduction of up to 20 percent in the pro rata tool costs.
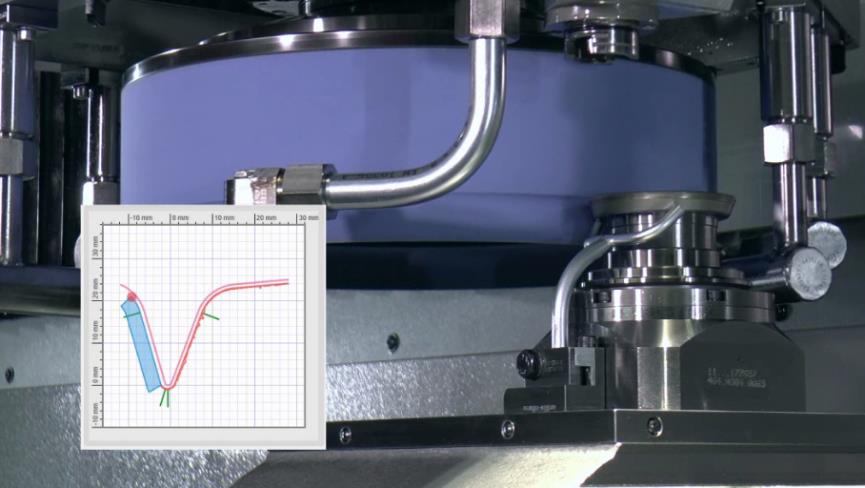 Fig. 4: View into working chamber and real-time display on the operator panel
Fig. 4: View into working chamber and real-time display on the operator panel
AT A GLANCE:
Process stability requires a perfect profile on the grinding wheel whereas economic grinding demands for high stock removal.
In the past this was compromised with a high dressing amount to guarantee profile accuracy.
DCC allows increasing tool life and tool costs by guaranteeing highest profile accuracy.
For more information about Klingelnberg, please visit www.klingelnberg.com