






















Poraba energije pri uporovnem točkovnem varjenju z izmeničnim in srednjefrekvenčnim enosmernim tokom
20.03.2026
Učinkovitost proizvodnih procesov v avtomobilski in kovinsko-predelovalni industriji je v zadnjih letih vedno tesneje povezana z energetsko optimizacijo. Poraba energije ni več samo ekonomsko vprašanje, temveč tudi okoljsko in trajnostno. Ena od tehnologij, kjer lahko prihranki prinesejo opazne učinke, je uporovno varjenje. Pri uporovnem varjenju ima izbira tehnologije ključen vpliv, zlasti glede porabe energije, kakovosti zvara in učinkovitosti procesa. Tradicionalni enofazni izmenični tok (AC) je še vedno prevladujoč, a srednjefrekvenčni enosmerni tok (MFDC) vse bolj pridobiva na veljavi, saj nudi energetsko in procesno prednost.
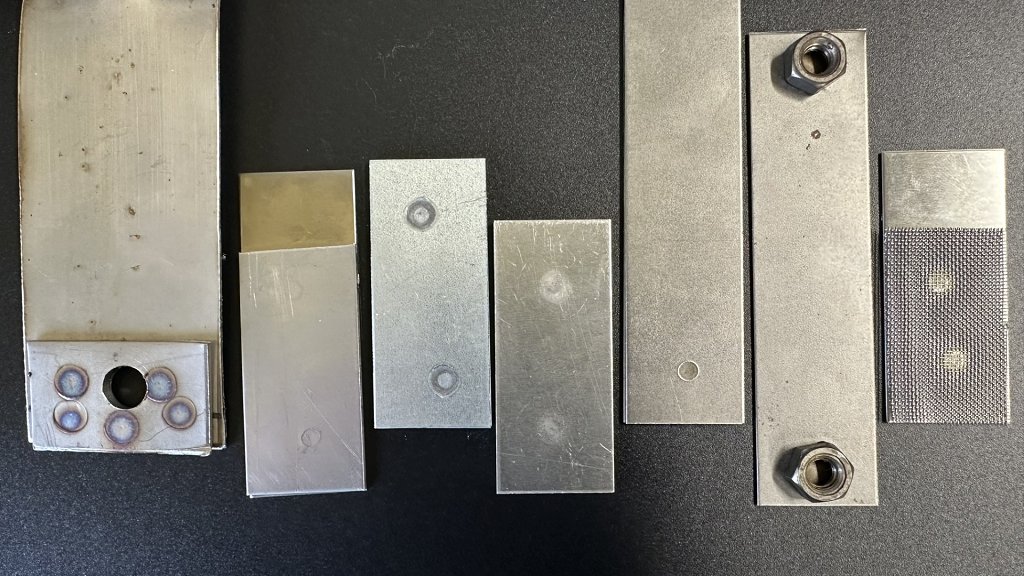 Od leve proti desni:
Od leve proti desni:
• INOX vzorec zvarjen z AC
• INOX vzorec zvarjen z MFDC
• Cinkana pločevina varjena z MFDC
• Alu pločevina varjena z MFDC
• Črna pločevina varjena z MFDC
• Matica navarjena z MFDC na črno pločevino
• INOX mrežica navarjena z MFDC na INOX pločevino
MFDC (Medium Frequency Direct Current) pomeni napajanje z enosmernim tokom, povišane frekvence (tipično desetine kHz), kar omogoča manjši transformatorski sistem in bolj učinkovito energijsko pretvorbo. Zaradi inverterske zasnove so MFDC sistemi kompaktnejši, odzivnejši in energetsko bolj učinkoviti; pri primerjavi s klasičnimi AC sistemi raziskava kaže približno 10 % nižjo porabo energije za enako velikost zvara ter energijsko učinkovitost okoli 37 % (v primerjavi s 26 % pri AC) – kar pomeni konkretne prihranke v industrijski proizvodnji.
Te prednosti izhajajo predvsem iz stabilnejšega segrevanja brez izmenične polaritete, zmanjšane disipacije v transformatorju, bolj nadzorovanega toka in sile ter hitrejše odzivnosti stroja.
Nedavna primerjalna raziskava postopkov AC in MFDC je pokazala, da so razlike med njima pomembne tako z vidika kakovosti zvara kot tudi porabe energije. Primerjava je bila izvedena na dveh enakih varilnih kleščah tipa C, pri čemer je ena delovala po postopku AC, druga pa po postopku MFDC napajanje. Obe napravi sta bili opremljeni z merilnim sistemom, ki je omogočal spremljanje varilne napetosti in jakosti varilnega toka tako na primarni kot sekundarni strani transformatorja. Na ta način je bilo mogoče natančno določiti energijsko bilanco obeh postopkov.
Za primerjavo je bil uporabljen tako imenovani poskus z naraščajočim tokom. Na pločevini iz galvaniziranega nizkoogljičnega jekla debeline 1,2 mm so bile izvedene serije zvarov z naraščajočim varilnim tokom. Meritve velikosti zvarne leče in porabe energije so omogočile neposredno primerjavo obeh postopkov.
Rezultati so pokazali, da se velikosti zvarnih leč pri postopkih AC in MFDC razlikujejo, zlasti pri nižjih tokovih. Medtem ko izmenični tok (AC) pri 9,5 kA ni uspel tvoriti zvara, je MFDC dosegel povprečno 4 mm lečo. Pri višjih tokovih, blizu meje izmeta, pa so razlike manj izrazite – na primer pri 11,5 kA oba postopka dosežeta lečo s premerom okoli 6,5 mm.
Energijska analiza je pokazala, da je za enako velikost zvarne leče pri postopku AC potrebnih povprečno 10 % več celotne energije kot pri MFDC. Pri postopku AC se kar 74 % električne energije izgubi v samem stroju, medtem ko je pri postopku MFDC ta delež nižji, okoli 63 %. Energijska učinkovitost postopka AC je torej približno 26 %, medtem ko MFDC dosega 37 %.
Razlike je mogoče razložiti z obnašanjem kontaktnega upora. Pri procesu AC izmenična polariteta in mehanske vibracije pripomorejo k hitrejšemu znižanju kontaktnega upora, kar pa ob nizkih tokovih ni vedno dovolj za tvorbo zvarne leče. MFDC pa zagotavlja bolj stabilen potek segrevanja, zato lahko že pri nižjih tokovih doseže taljenje in tvorbo zvara.
Za industrijo imajo te ugotovitve jasne implikacije. Varilne naprave MFDC sicer zahtevajo večjo začetno investicijo, vendar prinašajo veliko prednost pred varilnimi napravami AC.
- Energetska optimizacija: pri velikoserijski proizvodnji vsaka 10 % manjša poraba energije pomeni pomembne prihranke – MFDC z energetsko učinkovitostjo 37 % omogoča pomembno znižanje stroškov energije.
- Večja procesna stabilnost: stroji MFDC omogočajo stabilnejši varilni tok in procesni razpon, kar povečuje kakovost in zmanjšuje količino izmeta – ključno pri proizvodnih linijah, npr. avtomobilska karoserija.
- Manjša obraba komponent: natančen nadzor sile in jakosti varilnega toka ter boljše hlajenje (Kočevarjev intenzivni vodni hladilni sistem) podaljšujejo življenjsko dobo elektrod in transformatorjev.
- Boljši pogoji: predvsem pri varjenju zahtevnejših materialov, kot je na primer varjenje aluminijevih zlitin.
- Prilagodljivost in avtomatizacija: stroji s HMI, PLC, senzorji in daljinskim upravljanjem omogočajo prilagoditev visokim proizvodnim zahtevam in industriji 4.0.
Na drugi strani je treba upoštevati tudi dejstvo, da MFDC v kovino in okolico odda več sekundarne toplote, kar lahko vpliva na hlajenje elektrod in zahteve po odvajanju toplote.
Primerjava AC in MFDC uporovnega točkovnega varjenja kaže, da MFDC ponuja jasno prednost pri energetski učinkovitosti in procesni stabilnosti. Povprečno 10-odstotni prihranek energije na zvar se pri velikoserijski proizvodnji v avtomobilski industriji hitro prevede v velike gospodarske in okoljske koristi.
Čeprav je uvedba tehnologije MFDC povezana z višjimi stroški opreme, raziskava potrjuje, da je dolgoročno gledano ta pristop bolj trajnosten in gospodaren. Za industrijo, ki išče rešitve za znižanje ogljičnega odtisa in povečanje konkurenčnosti, predstavlja tehnologija MFDC zanesljivo pot naprej.
Avtor: Iris Kočevar