






















Odpravljanje odpadkov in ponovne obdelave s premagovanjem negotovosti pri postopkih
23.07.2020
Kakovost izdelkov je ključni pokazatelj uspešnosti proizvodnih podjetij. V številnih delavnicah menijo, da doseganje standardov kakovosti, kot so ISO, NADCAP in API, potrjuje kakovost njihovega dela. V resnici se standardi ne osredotočajo v celoti na to, kako izdelati sprejemljive končne obdelovance, temveč se usmerijo v določanje postopkov za zavrnitev slabih delov.
Time Spending In Machining Production Not Optimized
Dejansko kakovost proizvajalca lahko vidimo na oddelku za nadzor kakovosti v delavnici; še posebej tam, kjer se zbirajo deli z nalepkami ali oznakami, ki zahtevajo "ponovni pregled". Oznake kažejo, da so bili obdelovanci iz določenega razloga zavrnjeni ali jih je treba vrniti v proizvodnjo za ponovno obdelavo. Odpadni izdelki in ponovna obdelava so posledica pomanjkljivih proizvodnih postopkov. Nekateri postopki, predvsem strojna obdelava, temeljijo na interakciji številnih spremenljivk in so zato podvrženi negotovosti in določeni stopnji nezanesljivosti. Izrednega pomena je, da proizvajalci prepoznajo vire negotovosti, razumejo, kako ti nastanejo, in najdejo načine, da jih razrešijo. V številnih primerih pa se virov negotovosti postopka ne priznava oz. ne upošteva in so del običajne prakse. Na koncu so za premagovanje negotovosti ter omejevanje odpadkov in ponovne obdelave potrebni ozaveščenost, znanje in motivacija zaposlenih v delavnici.
Viri negotovosti
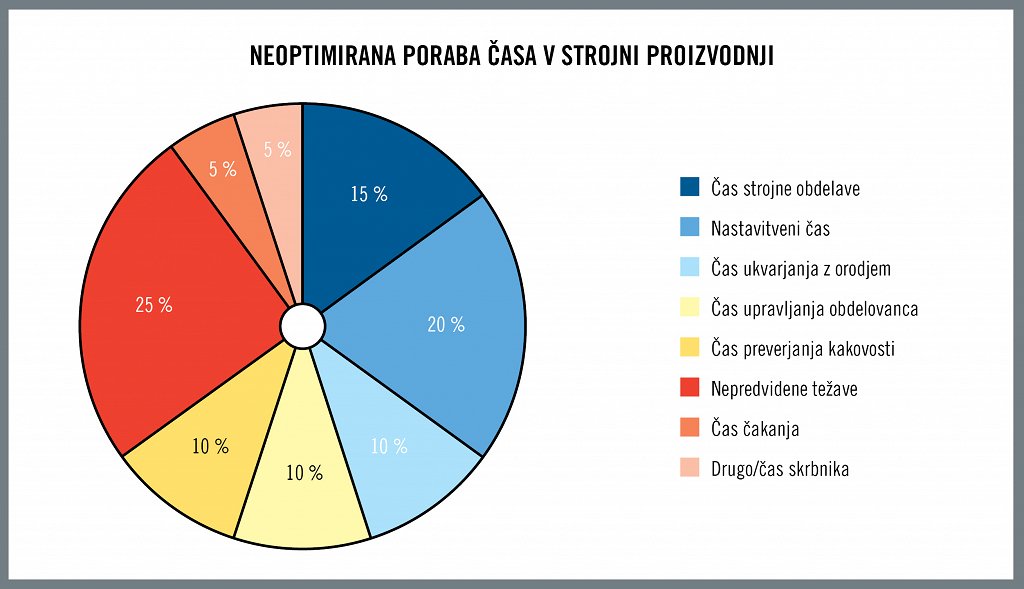
Konkurenčni pritiski proizvajalce spodbujajo k analizam zmanjševanja stroškov, ki se med drugim posvečajo porabi za surovine, orodje in obdelovalni čas. Tako se odkrivajo pomembne priložnosti za nadzor stroškov v številnih primerih nesmotrno porabljenega časa (glejte sliko 1). Metode, uporabljene v analizi stroškov, vključujejo merjenje skupne učinkovitosti opreme in vitke programe, vendar takšne analize pogosto temeljijo na pogledu na proizvodni postopek kot nekakšno samostojno in povsem preprosto škatlo. V delavnici se v škatlo vstavi surovina ali polizdelek, sledijo postopki strojne obdelave, nato pa določeno število obdelovancev škatlo zapusti kot končni izdelek ali kot polizdelek, ki je namenjen za drugo škatlo.
Prepoznavanje spremenljivk strojne obdelave
Analize pogosto ne priznavajo, da v realnosti ni povsem gotovo, da bo vsak izdelek, ki zapusti škatlo, sprejemljiv. Nesprejemljive izdelke je treba ponovno obdelati ali razrezati.
Število nesprejemljivo izdelanih obdelovancev je odvisno od tega, kako natančno se nadzorujejo spremenljivke v proizvodnem postopku. Postopki, kot je na primer kovanje, niso izredno zapleteni in ne zahtevajo izjemne natančnosti. Ti procesi so zato razmeroma obvladljivi, zanesljivi in lahko dosledno zagotavljajo pričakovano število sprejemljivih obdelovancev. Nasprotno pa drugi proizvodni postopki vključujejo več spremenljivk, ki lahko zmanjšajo napovedljivost rezultata. Števila sprejemljivih obdelovancev, ki prihajajo iz škatle, zato ni možno zanesljivo napovedati.
Pretiravamo, če rečemo, da so vsi postopki strojne obdelave nezanesljivi, vendar je dokaj točno, če jih označimo za ne povsem predvidljive. Strojna obdelava vključuje veliko spremenljivk. Rezalna orodja in materiale obdelovancev izpostavlja močnim rezalnim silam in visokim temperaturam. Kombinacija sil in temperatur ustvarja zapleteno in tekočo situacijo. Trdota orodja določa njegovo sposobnost učinkovitega rezanja in niha med sobno temperaturo in temperaturo 800 ˚C, ki nastane pri strojni obdelavi. Toplota vpliva tudi na lastnosti strojne obdelave materiala obdelovanca. Učinki spremenljivk so nepredvidljivi. Četudi so parametri strojne obdelave določeni za določeno uporabo, so natančne vrednosti med delovanjem neznane. Odstopanja v hrapavosti površin ali merah so lahko krivci, da se del vrne v ponovno obdelavo ali pristane v košu za odpadke.
Kadar so deli nesprejemljivi, je treba pregledati dve področji. Eno področje je tehnološko: proizvajalec mora vedeti, kaj se dejansko dogaja, prepoznati, katere spremenljivke so povzročile nepričakovan rezultat, in se odločiti, kako rešiti težavo. Drugo področje, ki ga je treba preučiti, vključuje določitev finančnih učinkov izdelave nesprejemljivih delov. To vključuje izračun nepričakovanih stroškov zavrnitve ali ponovne obdelave in odločitev, kako bo podjetje to obračunalo.
Scenariji velikoserijske proizvodnje na splošno statistično primerjajo število nesprejemljivih delov s skupno več sto ali tisoč proizvedenimi deli. Pri dolgih proizvodnih ciklih lahko delavnica analizira postopek, upošteva dejavnike, ki so povzročili nesprejemljive dele, in posodobi parametre strojne obdelave, da zmanjša negotovost in poveča zanesljivost.
V scenarijih proizvodnje raznolikih delov v manjših količinah ne preostane veliko časa za pregled nesprejemljivih delov in spremembo postopkov strojne obdelave, da bi jih odpravili. Izziv je večji, če je v proizvodni cikel vključen le en element. Težava se še poveča, če delavnica ni seznanjena z materialom obdelovanca in končni uporabnik takoj zahteva končni izdelek. Nesprejemljiv rezultat dela, ki vključuje en del, zahteva strojno obdelavo drugega dela, s čimer se povečujejo stroški, kupec pa je razočaran.
Pri velikoserijski proizvodnji je odprava proizvodnje nesprejemljivih delov razmeroma preprosta. Tehnološko osebje pregleduje in posodablja postopek, izvaja preizkuse in doseže rešitev. Pri velikoserijski proizvodnji je število nesprejemljivih obdelovancev v primerjavi s skupno proizvodnjo razmeroma majhno, stroški pa so zanemarljivi. Kljub vsemu pa lahko v primeru proizvodnje bolj raznolikih izdelkov manjših količin ali enodelne proizvodnje stroški nesprejemljivih delov negativno vplivajo na dobiček ali celo poslovne izgube. Proizvajalec ima samo eno priložnost, da v izjemno omejenem času izdela sprejemljiv del.
Skriti ali prezrti stroški
Nekateri stroški, ki jih je treba vključiti v skupne stroške izdelave, so lahko skriti ali prezrti. Primer je strošek raziglenja. Obdelovanec se šteje kot dokončan, ko se njegova hrapavost površine ujema s specifikacijami, njegovi robovi in geometrije pa ustrezajo zahtevam načrta. Del s srhom ni dokončan. Čeprav srh predstavlja pomanjkljivost pri kakovosti obdelave, je pogosto sprejet kot običajna posledica postopka. V vsakem primeru je treba odstraniti srhe, stroški te izvedbe pa so lahko ogromni. V resničnem primeru je izjemno avtomatizirana delavnica s petimi rezkalnimi stroji izdelala družino delov, ki so zahtevali ročno raziglenje. Čas in delovna sila, ki sta vključena v postopek raziglenja, sta na koncu predstavljala 20 odstotkov stroškov izdelave končnega obdelovanca.
V nekaterih primerih izračuni stroškov in cen za izdelavo dela temeljijo na postopkih strojne obdelave brez upoštevanja stroškov raziglenja ali drugih sekundarnih postopkov. Takšni stroški morda niso zanemarljivi. Da bi dobili natančno predstavo o skupnih proizvodnih stroških, je treba prepoznati skrite stroške in jih zmanjšati.
Izbira orodja
Uporaba ustrezne proizvodne opreme in orodja bo zmanjšala spremenljivost postopkov strojne obdelave. Veliki in togi obdelovalni stroji se lahko uprejo silam težke strojne obdelave, kar povzroči nedosledne mere obdelovanca. Lastnosti obdelovalnega orodja, kot so steklene tehtnice, linearna vodila in sistemi za toplotno upravljanje, povečujejo točnost.
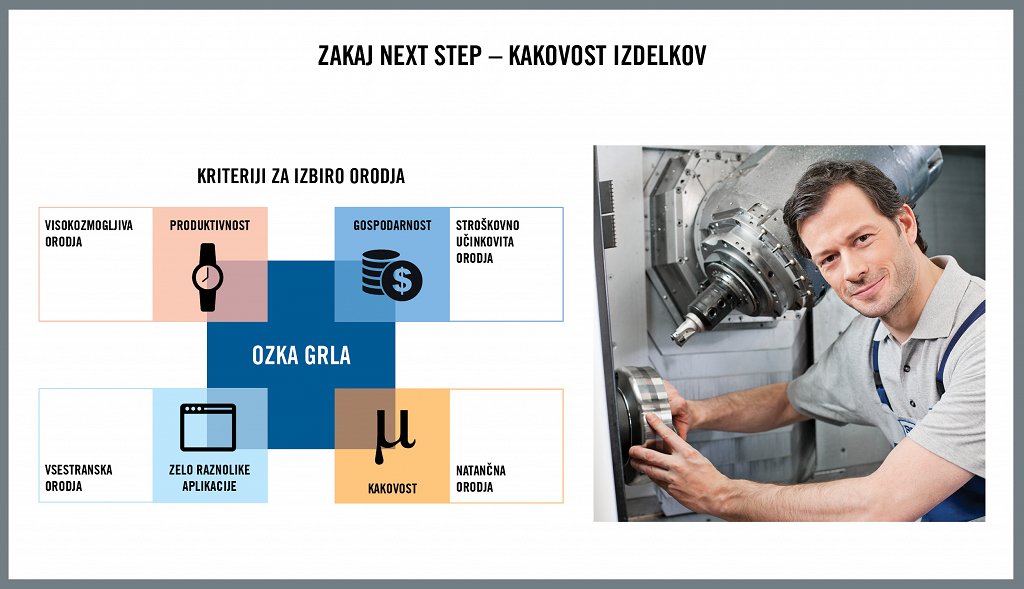
Izbira rezalnega orodja igra pomembno vlogo pri omejevanju spremenljivosti. V zadnjih dveh ali treh desetletjih se je pristop k izbiri orodja razvil. Prej je bila izbira orodja v osnovi razdeljena med visokozmogljiva orodja, ki so ponujala največjo možno zmogljivost proizvodnje, in varčna orodja, ki so zagotovila najnižje možne stroške za izdelavo dela. V nekaterih primerih so bila visokozmogljiva orodja relativno krhka. Ko so dobro delovala, so se odlično izkazala, vendar je bila zelo pomembna preudarna uporaba. Orodja po nižjih cenah se niso mogla kosati s hitrostjo in zmogljivostjo proizvodnje visokozmogljivih orodij, tako da se je na račun slabše zmogljivosti proizvodnje povišala cenovna prednost.
Dandanes je pri izbiri orodja ključnega pomena to, da se še pred izbiro geometrij, hitrosti in pomikov uporabnik vpraša, kaj potrebuje z vidika zmogljivosti orodja. Pri velikoserijski proizvodnji še vedno ostaja potreba po orodjih, ki povečujejo odvzem kovin, in orodjih, ki zagotavljajo največjo možno obstojnost orodja. Za zelo natančno uporabo so potrebna orodja, katerih izdelane mere, karakteristika obrabe in parametri uporabe so se razvili izjemno natančno, čeprav z visokimi stroški orodja.
Why Next STEP – Product Quality
V današnjih časih pogoste proizvodnje raznolikih izdelkov manjših količin je zelo pomembno, da kakovost končnega obdelovanca izpolni pričakovanja že ob prvi obdelavi. Poudarek je na orodjih, ki delujejo v najrazličnejših okoliščinah z najmanjšim časom za razvoj postopka. Prav to je vzpodbudilo razvoj vsestranskega orodja (glejte stransko vrstico). Če jih uporabljajo proizvodni inženirji in operaterji, ki jim zmožnosti in omejitve orodja niso tuje, je orodje, ki je zasnovano tako, da je zanesljivo in vsestransko, kot nalašč za različne načine uporabe. Delo z omejenim številom vsestranskih orodij operaterju omogoča, da se čez čas seznani z zmogljivostjo orodja, medtem ko se prilagodi strojni obdelavi različnih obdelovancev.
Zavedna uporaba vsestranskega orodja lahko zmanjša proizvodnjo zavrnjenih obdelovancev, povečana zanesljivost postopkov pa lahko finančnemu poslovodenju pomaga pridobiti natančno predstavo o realnih stroških in dobičku.
STEP Graphic Course Concept 2020
Bistveni prispevki
Nedavni svetovni spopad s pandemičnim virusom je poudaril vlogo ljudi pri uspehu v proizvodnji. Izjemno avtomatizirana delavnica na Nizozemskem je bila prisiljena zmanjšati proizvodnjo, ker je bilo veliko število zaposlenih v proizvodnji zaradi obolelosti prisiljenih ostati doma. Kljub veliki prisotnosti robotov, računalnikov in umetne inteligence, ki naj bi nadomestila ljudi, je proizvodna očitno trpela. Jasno je, da ljudje ostajajo ključni element produktivnosti proizvodnje. Izobražena, fleksibilna in motivirana proizvodna delovna sila se lahko prilagodi proizvodnim scenarijem, kot je proizvodnja raznolikih delov v manjših količinah, in hkrati zagotovi tudi hiter odziv, potreben za pospešitev proizvodnje, kadar se v hitro razvijajočem se okolju pojavijo nepredvidene težave. Potrebna so znanja računalniških operacij, vendar so enako ali pa še bolj potrebni občutek, kako deluje postopek strojne obdelave, vizija pričakovanih končnih rezultatov in želja po doseganju tega cilja.
Vsestransko orodje družbe Seco zadovoljuje številne potrebe
Večina lastnikov proizvodnih delavnic verjame, da je njihova naloga pridobiti "najboljše orodje, kar jih je". Povsem brez odgovora je vstalo vprašanje: "Kaj pričakujete od svojega orodja?" V nekaterih delavnicah so najpomembnejše najvišje stopnje odstranitve kovin, v drugih pa je potrebna dolga in dosledna obstojnost orodja, da omogočijo varno in zanesljivo nenadzorovano delovanje.
"Najboljša orodja na svetu" so orodja, ki se natančno prilegajo delom, materialom obdelovanca, obdelovalnim strojem in časovnim razporedom proizvodnje. Po izbiri orodja se lahko začne razprava o karbidnih vrstah, geometrijah, hitrostih in podajanju.
Izbira orodij zahteva tudi pregled celotne vsebine in toka dela organizacije. V nedavnem primeru je lastnik delavnice za strojno obdelavo ugotovil, da je za orodje na letni ravni porabil od 200.000 do 250.000 EUR. Pregled orodja v zalogi podjetja je razkril zaloge v vrednosti skoraj 700.000 EUR. Izkazalo se je, da delavnica običajno izdeluje majhne serije delov, in vsakič, ko se je pojavil nov obdelovanec ali material, je lastnik delavnice dodal tisto orodje, ki je bilo po njegovem mnenju najboljše in najprimernejše za določeno opravilo. Prav zato se je v delavnici začela nabirati ogromna količina najboljših možnih orodij, ki jih nihče v delavnici ni znal zares uporabljati, in orodij, ki so bila neuporabna, saj so bila kupljena za enkratno opravilo, ki se ni več ponovilo.
Da bi se izognili podobnim situacijam, družba Seco ponuja izbiro vsestranskega orodja Seco Selection. Orodja morda ne nudijo največje možne zmogljivosti, vendar so zanesljiva, enostavna za uporabo in izdelana za zelo produktivno uporabo na pestrem naboru materialov obdelovancev in geometrije delov. Vsestransko orodje lahko uporabljate tako na jeklu, nerjavnem jeklu kot na aluminiju in titanu. Še zdaleč ne gre za orodje druge izbire, temveč je to prava izbira za ravnovesje med zmogljivostjo in prilagodljivostjo, ki je potrebna za učinkovito obdelavo bolj raznolikih izdelkov manjših količin, značilnih za današnjo proizvodnjo. Z vsestranskim orodjem je usposobljen operater lahko tako produktiven kot varčen.
Vir: Seco Tools